Skillman Gas Valve
Gas
interference when producing oil with a rod pump is a problem that has
plagued oil production from the beginning. This happens when gas is
entrained in crude oil as it enters the pump. The low pressure of the
pump chamber allows the gas to break out and expand, filling the pump
chamber with gas and little fluid. There are two types of gas
interference that effect rod pumps.
The first type of gas interference to be addressed is called "gas blow". This happens in a high GOR well with a bottom hole pressure greater than the hydrostatic pressure of the tubing. Under this condition, both the traveling valve and the standing valve stay open as the pump strokes up and down.
To solve this problem, a back pressure valve must be placed in the flow line. For a rod pump to work, the standing valve must be open and the traveling valve must be closed on the up stroke. Conversely, on the down stroke the standing valve must be closed and the traveling valve must be open.
Fact: The tubing pressure must always be greater than the bottom hole pressure for a rod pump to work.
The second type of gas interference is called "gas lock". This pump condition happens when on the up stroke the standing valve opens and loads the pump chamber with gas. On the next down stroke, the traveling valve is closed because the tubing pressure is greater than the pump chamber. During the down stroke, the gas compresses, but never reaches a pressure greater than the tubing, so the traveling valve stays closed. On the next up stroke, the gas in the pump chamber decompresses, but does not reach a pressure lower than the bottom hole pressure, so the standing valve stays shut. Now the rod pump strokes up and down with both valves shut, this is gas lock. Gas lock is a pressure problem, not a mechanical problem. Unfortunately, most people try to solve gas lock mechanically.
Let's start by stating that gas separation before it enters the rod pump is the best solution.
That said, the most popular "solution" is "tagging the pump". This is when you hit the valve rod bushing against the rod guide, hoping to jar the traveling valve open. You do this by lowering the pump stroke until you have metal to metal contact. This not only causes pump damage, but also sucker rods and gear boxes get a hard workout, and things start to unscrew. The other gas lock "solutions" are gizmos you add to a pump that hit, twist, drag, knock, kick, poke or some other verb to mechanically knock your traveling valve open. These have moving parts and are subject to scale, sand, breakage, and they damage the traveling valve. Another disadvantage is the restriction of fluid flow through the traveling valve. That said, if your pump is gas locked, they can increase production, and many operators see these as the lesser of two evils.
There is a better way to solve gas lock in a pump.
As stated earlier, gas lock is a pressure problem and should be addressed as such. Pressure is measured in PSI, pounds per square inch. The actual load or force seen is determined by how many square inches are exposed to that pressure. That is why a 1-3/4" bore pump has a greater load than a 1-1/4" bore pump at the same depth. The tubing pressure is the same (measured in PSI), but the 1-3/4" bore pump has more surface area (inches) exposed to the same pressure, and therefore has a greater load.
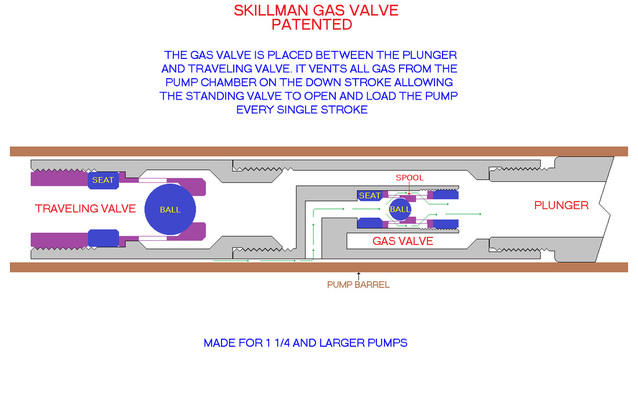
The Skillman gas valve is a simple tool, there are no moving parts.
It is placed between the plunger and the traveling valve. There is a port on the side of the gas valve that has access to the pump chamber. The side port goes to a very very small ball and seat, which can open or close off the side port to the pump chamber. Above the very very small ball and seat is access to the tubing through the plunger. Just as the traveling valve ball and seat limits or gives access between the tubing and the pump chamber, so does the gas valve ball and seat. When the pump is in a full fluid condition, both the traveling valve and the gas valve open simultaneously on the down stroke.
On the up stroke, both the traveling valve and the gas valve close simultaneously. When the pump chamber fills with gas, that’s when things change. The seal area of the traveling valve is holding the hydrostatic pressure of the tubing. The square inches of area of the traveling valve seal determines what the actual load is on the traveling valve. The pump chamber pressure must exceed the traveling valve load for the traveling valve to open.
As stated earlier, the gas valve has a very, very small ball and seat. It too is exposed to the hydrostatic pressure of the tubing. The square inches of the seal area of the gas valve ball and seat is so small that its actual load is much less than that of the traveling valve. Whereas 200 pounds of pump chamber pressure may be required to open the traveling valve, only 30 pounds of pump chamber pressure are needed to open the gas valve. This allows you to purge the pump chamber of gas on every single down stroke and open the standing valve and load the pump chamber on every single up stroke.
Every pump manufacturer says not to run a traveling barrel pump in a gassy well. They might not know why, but we do!
The traveling valve is larger than a stationary barrel pump of the same size. With the Skillman gas valve we can turn a traveling barrel pump into a gas pump. Also, isn't it better to address a pressure problem with a pressure Solution?
Fact: pressure always seeks the path of least resistance and will channel all its energy to that path until the path is closed or it runs out of energy.
Gas valves are made for all pumps 1-1/16" and larger. And they cost much less than most gas tools on the market.
The first type of gas interference to be addressed is called "gas blow". This happens in a high GOR well with a bottom hole pressure greater than the hydrostatic pressure of the tubing. Under this condition, both the traveling valve and the standing valve stay open as the pump strokes up and down.
To solve this problem, a back pressure valve must be placed in the flow line. For a rod pump to work, the standing valve must be open and the traveling valve must be closed on the up stroke. Conversely, on the down stroke the standing valve must be closed and the traveling valve must be open.
Fact: The tubing pressure must always be greater than the bottom hole pressure for a rod pump to work.
The second type of gas interference is called "gas lock". This pump condition happens when on the up stroke the standing valve opens and loads the pump chamber with gas. On the next down stroke, the traveling valve is closed because the tubing pressure is greater than the pump chamber. During the down stroke, the gas compresses, but never reaches a pressure greater than the tubing, so the traveling valve stays closed. On the next up stroke, the gas in the pump chamber decompresses, but does not reach a pressure lower than the bottom hole pressure, so the standing valve stays shut. Now the rod pump strokes up and down with both valves shut, this is gas lock. Gas lock is a pressure problem, not a mechanical problem. Unfortunately, most people try to solve gas lock mechanically.
Let's start by stating that gas separation before it enters the rod pump is the best solution.
That said, the most popular "solution" is "tagging the pump". This is when you hit the valve rod bushing against the rod guide, hoping to jar the traveling valve open. You do this by lowering the pump stroke until you have metal to metal contact. This not only causes pump damage, but also sucker rods and gear boxes get a hard workout, and things start to unscrew. The other gas lock "solutions" are gizmos you add to a pump that hit, twist, drag, knock, kick, poke or some other verb to mechanically knock your traveling valve open. These have moving parts and are subject to scale, sand, breakage, and they damage the traveling valve. Another disadvantage is the restriction of fluid flow through the traveling valve. That said, if your pump is gas locked, they can increase production, and many operators see these as the lesser of two evils.
There is a better way to solve gas lock in a pump.
As stated earlier, gas lock is a pressure problem and should be addressed as such. Pressure is measured in PSI, pounds per square inch. The actual load or force seen is determined by how many square inches are exposed to that pressure. That is why a 1-3/4" bore pump has a greater load than a 1-1/4" bore pump at the same depth. The tubing pressure is the same (measured in PSI), but the 1-3/4" bore pump has more surface area (inches) exposed to the same pressure, and therefore has a greater load.
The Skillman gas valve is a simple tool, there are no moving parts.
It is placed between the plunger and the traveling valve. There is a port on the side of the gas valve that has access to the pump chamber. The side port goes to a very very small ball and seat, which can open or close off the side port to the pump chamber. Above the very very small ball and seat is access to the tubing through the plunger. Just as the traveling valve ball and seat limits or gives access between the tubing and the pump chamber, so does the gas valve ball and seat. When the pump is in a full fluid condition, both the traveling valve and the gas valve open simultaneously on the down stroke.
On the up stroke, both the traveling valve and the gas valve close simultaneously. When the pump chamber fills with gas, that’s when things change. The seal area of the traveling valve is holding the hydrostatic pressure of the tubing. The square inches of area of the traveling valve seal determines what the actual load is on the traveling valve. The pump chamber pressure must exceed the traveling valve load for the traveling valve to open.
As stated earlier, the gas valve has a very, very small ball and seat. It too is exposed to the hydrostatic pressure of the tubing. The square inches of the seal area of the gas valve ball and seat is so small that its actual load is much less than that of the traveling valve. Whereas 200 pounds of pump chamber pressure may be required to open the traveling valve, only 30 pounds of pump chamber pressure are needed to open the gas valve. This allows you to purge the pump chamber of gas on every single down stroke and open the standing valve and load the pump chamber on every single up stroke.
Every pump manufacturer says not to run a traveling barrel pump in a gassy well. They might not know why, but we do!
The traveling valve is larger than a stationary barrel pump of the same size. With the Skillman gas valve we can turn a traveling barrel pump into a gas pump. Also, isn't it better to address a pressure problem with a pressure Solution?
Fact: pressure always seeks the path of least resistance and will channel all its energy to that path until the path is closed or it runs out of energy.
Gas valves are made for all pumps 1-1/16" and larger. And they cost much less than most gas tools on the market.