SKILLMAN INSERT ROD GUIDE
The valve rod guide is a high wear pump part as the valve rod is always rubbing on both the up and down stroke. The standard API rod guide has a box end (female thread) which threads onto the upper barrel connector. The upper barrel connector then threads into the pump barrel. The valve rod connects the sucker rod string to the pumps plunger. Any failure of the valve rod is not just a repair cost; it means you will be fishing the pump.
As the valve rod wears through the rod guide, it cuts into the barrel threads. When this happens, the pump barrel needs to be replaced. The pump barrel is the most expensive part of a down-hole pump.
If a pump is tagged, this damages the clutch of the rod guide and causes the need for replacing the whole rod guide.
It is common belief that the greatest point of fluid restriction in a bottom anchor rod pump ran in 2 3/8 tubing is the traveling valve. Unknown by all other rod pump manufactures, or they just don't care, is the fact that the greatest point of fluid restriction in a bottom anchor rod pump ran in 2 3/8 tubing, is the flow area between the 7/8 valve rod and the upper barrel connector, rod guide combination. This area of fluid restriction is .184 square inches. A 1-1/2" bore pump has a traveling valve capable of .353 square inches of flow area. That’s a 192% restriction when compared to the area of the traveling valve.
So how does this affect the pump?
On the down stroke the traveling valve is open and the plunger passes through the fluid loaded in the pump barrel on the previous up stroke. On the up stroke, the traveling valve shuts. Now the diameter of the plunger is lifting the fluid in the pump barrel, and adding it to the tubing. The area of the 1-1/2" plunger is 1.767 square inches. Before the fluid in the pump chamber can be added to the tubing, it must pass through the .184 square inch opening around the valve rod.
If pumping very slowly, stresses will be minimal. When you increase SPM this 960% restriction puts great stress on the plunger pin, top plunger cage, valve rod, valve rod bushing, sucker rods, as well as adding to the peak load of the pumping unit. As the sucker rods stretch there is a net loss of plunger travel (and production) and you run the risk of unseating the pump.
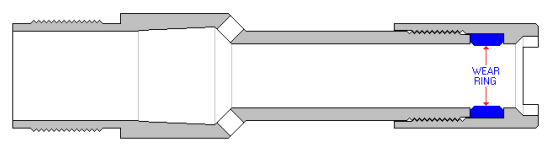
The Skillman rod guide is made with a pin end that threads directly to the pump barrel or barrel extension. This eliminates the upper barrel connector and allows a larger bore for more fluid flow. In 2 3/8 tubing the barrel thread is 1.5730-16, this allows a bore of 1.250 inch. After subtracting the area of the 7/8 valve rod, this leaves a flow area of .626 square inches. While not enough to freely flow the bore of the pump, it is a 340% increase of flow area over a standard pump!
Another benefit of the Skillman rod guide is the carbide wear ring. This super hard, highly polished ring prevents the valve rod from cutting into the rod guide. And because it lowers the coefficient of friction between the rod guide and valve rod, it also increases the life of the valve rod.
If the clutch is damaged, don't throw away the whole guide like you do with those made by other manufactures, with the Skillman rod guide, the clutch itself is replaceable.
As the valve rod wears through the rod guide, it cuts into the barrel threads. When this happens, the pump barrel needs to be replaced. The pump barrel is the most expensive part of a down-hole pump.
If a pump is tagged, this damages the clutch of the rod guide and causes the need for replacing the whole rod guide.
It is common belief that the greatest point of fluid restriction in a bottom anchor rod pump ran in 2 3/8 tubing is the traveling valve. Unknown by all other rod pump manufactures, or they just don't care, is the fact that the greatest point of fluid restriction in a bottom anchor rod pump ran in 2 3/8 tubing, is the flow area between the 7/8 valve rod and the upper barrel connector, rod guide combination. This area of fluid restriction is .184 square inches. A 1-1/2" bore pump has a traveling valve capable of .353 square inches of flow area. That’s a 192% restriction when compared to the area of the traveling valve.
So how does this affect the pump?
On the down stroke the traveling valve is open and the plunger passes through the fluid loaded in the pump barrel on the previous up stroke. On the up stroke, the traveling valve shuts. Now the diameter of the plunger is lifting the fluid in the pump barrel, and adding it to the tubing. The area of the 1-1/2" plunger is 1.767 square inches. Before the fluid in the pump chamber can be added to the tubing, it must pass through the .184 square inch opening around the valve rod.
If pumping very slowly, stresses will be minimal. When you increase SPM this 960% restriction puts great stress on the plunger pin, top plunger cage, valve rod, valve rod bushing, sucker rods, as well as adding to the peak load of the pumping unit. As the sucker rods stretch there is a net loss of plunger travel (and production) and you run the risk of unseating the pump.
The Skillman rod guide is made with a pin end that threads directly to the pump barrel or barrel extension. This eliminates the upper barrel connector and allows a larger bore for more fluid flow. In 2 3/8 tubing the barrel thread is 1.5730-16, this allows a bore of 1.250 inch. After subtracting the area of the 7/8 valve rod, this leaves a flow area of .626 square inches. While not enough to freely flow the bore of the pump, it is a 340% increase of flow area over a standard pump!
Another benefit of the Skillman rod guide is the carbide wear ring. This super hard, highly polished ring prevents the valve rod from cutting into the rod guide. And because it lowers the coefficient of friction between the rod guide and valve rod, it also increases the life of the valve rod.
If the clutch is damaged, don't throw away the whole guide like you do with those made by other manufactures, with the Skillman rod guide, the clutch itself is replaceable.